June 2006 archives
you are here [x]: Scarlet Star Studios > the Scarlet Letters > June 2006
<< before
May 2006
after >>
July 2006
June 23, 2006
how to make a brass ball-jointed armature (part 5 of 5)
by sven at 9:05 pm
You've attached balls to rods, and you've made sandwich plates. So, all the parts for joints are ready. What's left is to create the chest, pelvis, and feet of the armature.
MAKING THE CHEST AND PELVIS
For this design, the chest and pelvis will each be made from segments of a 3/4" wide K&S strip. We'll solder onto these plates several of the ball-and-rod assemblies that we made earlier.

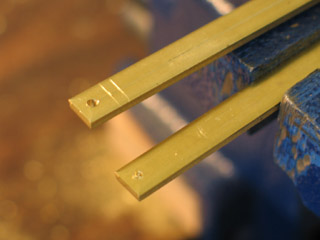
Step 1: Cut off two lengths of brass. I'm using 3/4" wide, .064" thick brass strip segments for the chest and pelvis of this armature. Depending on your design, a 1/2" or 1" wide strip could work just as well. I cut off 1.5" lengths from the original 12" long strip using the Dremel rotary tool.
Step 2: Round off the corners. Use the Dremel to round the corners of the rectangles you've cut. It's a kindness to your own hands, to not leave pointy scratchy parts. Also, it should help protect the puppet that you build on top of the armature from being torn.
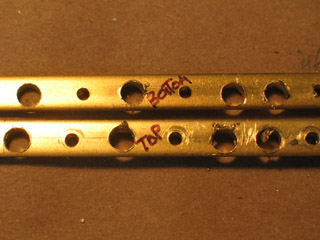
Step 3: Make grooves. You're going to solder rods onto these strips. That task will be much easier if you first make grooves for the rods to sit in. After measuring and scribing guide lines, start the grooves by notching the edges of the strip with a triangle-shaped needle file. The edge notches make it easier to begin filing in a straight line. After you have a significant groove in place, round it out with the round needle file.

Step 4: Position your work piece in the "helping hands". Place one of your torso plates into the "helping hands" tool. One clamp should hold the plate up, while the other clamp holds a ball-and-rod in its groove.

Step 5: Solder. The trick to soldering is that you apply flame to the metal that you are going to solder, never to the soldering wire itself. Let the heat of the brass do the work of melting your soldering wire. Apply flame to one side of a rod while holding a length of wire against the other side.
Step 6: Quench. Cool the work piece off before moving on to the next join. Squirt it with water from an eyedropper, and then use needle-nosed pliers to dunk it in a jar of water.
During the soldering process you may wind up accidentally frying one of the ball-to-rod joins. If this happens, refer back to the section on attaching balls to rods and fix the break.
MAKING FEET
It's crucial to make tie-downs in the feet of your puppet so that you can attach it firmly to the floor of your set. You have the option of drilling a hole in the foot of the armature and using a tap to thread it. That's a fairly elegant solution. Personally, I prefer to solder a hex nut onto the foot -- it just feels sturdier to me (particularly for larger armatures).

A very simple way to make a foot is to drill a hole in a foot plate, solder on a hex nut over the hole, and then solder on a rod-and-ball. If you go this route, it's useful to file a groove into the foot for the rod to sit in while you do your soldering.
Notice that with this design the ankle joint will actually rest on the ground. You'll want to "freeze" one of the balls in this joint with solder, so that the ankle has only one point of rotation.

On the armature design that I'm demonstrating, I wanted to avoid having to freeze a ball in place. What I came up with is a sort of simple "step-block" joint. The basic idea is that a sandwich plate joint will rise vertically from the flat of the foot. One sandwich plate will be soldered in place, the other will move freely.

For the flat part of the foot, I used brass strip that was 1/2" wide and .064" thick (1/16"). This particular foot is one inch long. The hole for the tie-down screw is 7/32" wide. The nut that will go on top of it is size 10-24. The sandwich plates each have little notches at their bottom that will fit into notches in the flat of the foot. The space between the sandwich plates is 7mm wide.
Use the Dremel rotary tool to rough-out the notches. Use a triangle needle file to make the notches as accurate as you possibly can.

When you solder the brass nut onto the flat of the foot, be sure to first give both parts a light sanding with fine-grit sandpaper. This will help remove oils from the surface of the brass and help the solder adhere better.
Hold the nut in place by screwing the tie-down screw up and through it from beneath the foot plate. Hold the work piece in position for soldering using the "helping hands".
Solder on three sides of the nut. Remember that the trick to soldering is to apply flame to the metal that you're going to solder, never to the soldering wire itself. Each time you solder a face of the hex nut, apply your flame to a part of the foot plate that is on the opposite side of the nut.

The best way to hold the sandwich plates in place when you attach them to the flat of the foot is to simply put a spare ball in and tighten the joint onto the foot's sole. Use the "helping hands" to hold the foot in place while you solder. Solder only one plate in place: the one with the threaded hole. Heat the ankle area from the outside of the joint as you apply solder to the inside.

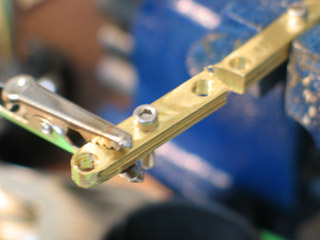
Here's the completed foot. Notice how one plate is fixed in place, while the other is able to move freely.
This is a very workable foot design... It's worth noting that on a more professional armature there would typically be a hinge in the middle of the foot. This is so a puppet could stand on its toes -- or walk heel-toe-heel-toe, rather than just landing flat on the foot each time it takes a step.
FINAL ASSEMBLY
You've built everything that you need for your brass ball-jointed armature: "open hole double ball" joints, torso plates, and feet. Place the sandwich plates around the appropriate balls, and tighten the 4-40 screws.
The project looks complete -- but you're not done quite yet.
Now that the armature is all together, spend some time playing with it. (...As if you could keep your hands off of it!) As you're twisting the limbs, it's quite likely that at least one of the balls will come loose from its rod. That's OK -- sometimes joins are weak. Better to discover it now, instead of later when you're actually animating. Review the section on attaching balls to rods and fix the break.
Test the armature again. If nothing breaks this time... Then you're DONE! Congratulations!!
OTHER RESOURCES

This essay is intended to fill a gap in the array of online armature tutorials that are currently available. On the one hand, you have very simple designs that use aluminum armature wire with epoxy putty for bones: e.g. by Mike Brent and by Nick Hilligoss. On the other hand, you have designs with “open hole double ball” joints that are made on a drill press: e.g. by Lionel Ivan Orozco, by Charles Hamper, and by limanima.com. This brass ball-jointed armature falls in-between those two kinds of designs. It is meant for animators who want to move up to making metal-jointed armatures, but who aren't yet ready to purchase big machines that need to be bolted onto a workbench.
For myself, this project is partly a way of taking baby-steps toward making truly professional armature designs. If that is your goal as well, I believe making steel armatures on a drill press (or mill and lathe) will come more after having done this project.
Even if it's not your ambition to build more sophisticated armatures, this tutorial may still be of some use. My hope is that by illustrating nearly every step of the construction process, you will be left with a very physical sense that you could make one of these things with your own hands. You may choose not to go to the effort -- but at least the process won't seem mysterious and beyond the realm of possibility.
Whichever way you go -- good luck!
Leap from here to...
- PART 1: THE DESIGN
- PART 2: SUPPLIES YOU'LL NEED
- PART 3: PUTTING BALLS ON RODS - THE HOLLOW BEAD METHOD
- PART 4: MAKING SANDWICH PLATES - THE "SUSHI ROLL" METHOD
- PART 5: PUTTING IT ALL TOGETHER
posted by sven | permalink | categories: stopmo
how to make a brass ball-jointed armature (part 4 of 5)
by sven at 9:04 pm
Making sandwich plates is the most time-consuming aspect of building the armature.
Most tutorials have you making sandwich plates one pair at a time. I'm going to show you a more efficient method. We're going to bind two long strips of K&S together, and drill all our holes at once. Then, we'll chop the length into individual joints, and give them some minor finishing touches. I call this the "sushi roll" method.
Using the "sushi roll" method, we'll create our sandwich plates in four stages: (a) registration, (b) drilling, (c) cutting, (d) finishing.
A. REGISTRATION
There are two big advantages in binding your long strips of K&S together. One: You won't have to waste so much time getting work pieces into and out of the vise, each time making sure that everything is properly aligned. Two: Registering the long strips with one another will give you more accurate alignment than if you try to mate short plates together.
Now, let's get to it...

Step 1: Marking where the strips will be attached. Take one piece of 12" x 1/4" x .093" K&S and tape it down onto your work table. At each end, find the center (1/8" from either side). Scribe a line between those two points, all the way across the strip. Now, from each end, measure 3mm in and use the spring-loaded center punch to start a hole. Measure 3mm farther in and scribe a line perpendicular to your first. These 6mm of material on either side of the strip will be where you attach the top and bottom strips together. These bits will be waste material at the end of the process.
Step 2: Marking the lengths of individual plates. Based on your particular puppet design, use the scribe to mark in the ends of each individual joint. Leave at least 2mm between each joint.
Step 3: Marking where holes will be drilled. Use the spring-loaded center punch to mark where the joints' holes will be drilled. As a reminder to yourself, you may want to use a fine-tipped Sharpie marker to circle all of the points that will be screw holes -- just so you don't accidentally forget and drill them too large.

Step 4: Clamping the strips. Now that you've marked your measurements on the top strip, put a second (unmarked) brass strip underneath it. Place these two pieces into the vise together with about 1" hanging outside of the jaws. The vise assures that the strips will stay perfectly aligned with one another horizontally. We also want to make sure that the strips are held together vertically while being drilled -- so use an additional 2" C-clamp to bind the top and bottom plates together. Make sure that the C-clamp is at least 1/2" away from your end hole. If the drill chuck bumps that clamp, it will put sideways stress on your drill bit and cause it to break off in the hole.
For steps 5 - 8, we're going to focus on just one end of the strips.
Step 5: Drilling an end hole. Use a 1/16" bit to drill an end hole. Pay close attention: this is the step in building the armature where you are most likely to break a drill bit! Sometimes the drill will go through both strips with no problem... However, sometimes the bit will go through the top plate, and then have trouble digging into the second. If you feel any resistance at all, STOP and remove the upper plate. There should be at least a small mark on the bottom plate; start drilling again from there.
I strongly recommend having three or more extra 1/16" drill bits on hand. Given my own experience, it is likely that you will break at least one or two while getting a feel for how to do this right.

Step 6: Expand the end hole. If you've separated the top and bottom plates, put them back together now, taking extreme care to line the holes up perfectly. Re-clamp the plates with the C-clamp -- again, at least 1/2" away from the hole. The 1/16" hole that you've just made is a pilot hole. Use another drill bit to expand it to 3/32".

Step 7: Tap the end hole. You're done drilling your end hole. Move your C-clamp as close to it as possible. Use a 4-40 tap to thread the hole. When the tap gets through the top plate and begins to go into the bottom plate, the wedge-action of the threads will try to pry the two plates apart from each other. This is why you need the clamp as close to the hole as possible -- to prevent the plates from being pried apart.

Step 8: Screw the two plates together. Now that you have a threaded hole passing through the end of your two strips, bind them tightly together using a 4-40 socket cap machine screw. You'll need the 3/32 hex key in order to do this.
Repeat steps 4 - 8 on the opposite end of the strip. ...You now have your basic "sushi roll", which we will proceed to drill, and then cut into segments.
B. DRILLING
Next, we're going to drill all the holes that we need in our sandwich plates.
Note: It's generally faster to change a drill bit than to unclamp and reclamp your work piece. In the following process of drilling, you'll actually probably want to complete steps 1 - 3 on a section of the "sushi roll", then slide the whole thing over in the vise and do another section (repeat).
...Nonetheless, for clarity of explanation I'll be speaking as if step 1 must be fully completed before moving on to step 2, and step 2 must be fully completed before moving on to step 3. If you do choose to fully complete each step before proceeding on to the next, work will go a bit slower -- but it will also help you keep track of where you are in the process.

Step 1: Drill pilot holes. Use a 1/16" bit to drill all of the points you marked with the center punch. Having screwed the top and bottom strips together is going to save you a lot of grief in terms of keeping the two strips registered... However, you're still going to want to use C-clamps to keep the strips pressed tightly together vertically. I recommend using one clamp at either side of the vise. If you don't, the bottom strip may bow outward slightly when the drill bit reaches it. A bowed strip can potentially break the bit when it passes through.
Brass is soft enough that I find I can get away with using almost no lubrication. When making these pilot holes, however, I do find it useful to apply some. I use an eyedropper to put a few drops of water on the spot where I'm drilling the hole. This makes the plunge noticeably easier.

Step 2: Expand holes to 3/32". Use a 3/32" bit to expand all your holes. No lubrication is necessary. The drill should pass through the strips very smoothly at this point.

Step 3: Expand just the holes for balls. Now we're going to expand all the holes where balls will sit to 11/64", while leaving the holes for screws as-is. The 11/64" bit has some tendency to walk and to chatter while making this plunge -- so be careful. Your joints will still function if the holes are not perfectly centered between the edges of the plate -- but you want to get them as close to center as possible.
Step 4: Separate the strips. Remove the "sushi roll" from the vise and clamps, unscrew the strips, and put them on the work table. As you are doing this, be careful not to flip either over or turn them around -- keep their orientation. Use a fine-point Sharpie marker to label one "top" and the other "bottom". (It doesn't matter at this point which is which.)

Step 5: Complete the top strip. Put just the top strip in the vise (no C-clamps necessary). Expand all of the remaining 3/32" holes to 1/8". This is the hole on a joint where the socket cap screw will slide through freely. Remove the top strip from the vise.

Step 6: Complete the bottom strip. Put the bottom strip in the vise (no C-clamps necessary). Use a 4-40 tap to thread all of the remaining 3/32" holes. This is the hole on a joint where the socket cap screw's threaded tip will attach. Remove the bottom strip from the vise.

Step 7: File the strips. Use a flat needle file to de-burr the top and bottom strips. For each strip, file both sides.

Step 8: Screw the strips together. Put the top and bottom strips back together. With the exception of the end holes, put a 4-40 screw in every threaded hole. Tighten them with your hex key. There -- you've completed the "sushi roll", and are ready to chop it into individual joints!
C. CUTTING
We're entering the stage of this process where you're going to be creating large amounts of brass dust -- which will shoot up at your face. Make absolutely sure that you're wearing wrap-around goggles and a tightly fitting dust mask!!! You really, really don't want metal slivers in your eye or brass dust permanently lodged in your lungs. Any additional precautions that you want to take in terms of limiting the spray of dust should be put in place at this point.

Step 1: Position the "helping hands" and cut. Clamp your "sushi roll" in the vise with at least 1" hanging out over the edge. You're going to cut off the end hole where we originally registered the top and bottom strips. Clamp the bit that you're going to cut off in the "helping hands". Use the Dremel rotary tool's reinforced cut-off wheel to make the cut. At this stage, you can simply eyeball your cuts.

Step 2: Round the end. The hole that's now at the end of the strip will be seating a ball. Use the Dremel to round off the area around it. This is a matter of sculpting; it is not extremely precise. Try to have that outside rim be about 1mm wide. (You'll be surprised how narrow you can make the rim of the joint and still have it be functional.)
Step 3: Move on to the next cut. Scoot the "sushi roll" forward in the vise so you can cut this joint off from the whole. Be careful -- the metal where you were grinding will be hot. After you've made the cut, round off the outside edge of the next joint.

Step 4: Rounding off the opposite ends. After you've cut all of the joints off from the "sushi roll", put them back in the vise one at a time and round off their opposite ends.

A word of caution: You're going to be giving the Dremel's cut-off wheel a lot of wear. Take a moment to notice how big it is. A new cut-off wheel is about the size of a quarter. You can easily wear that down to the size of a dime if you're not paying attention. As the wheel becomes smaller, it will become increasingly difficult to chop off sections of the "sushi roll". Also, be aware that the wear you put on the face of the cut-off wheel can ultimately lead it to crack and fly off the tool toward your face. ...So, be sure to replace your cut-off wheel before it gets too worn out!
D. FINISHING

You're almost done making the sandwich plates! Now it's time to give each one a little individualized attention.

Step 1: File the outside of the joint. Use the flat needle file to remove any burrs left over from the grinding process.

Step 2: Label the plates. Unscrew the joint. Carefully separate the plates, maintaining their orientation, and place them both face-up next to each other. Label each plate of the joint. Using a metal scribe for labeling works fine. Personally, I prefer to use metal letter stamps, for a more easy-to-read and elegant look. If you choose to use metal stamps, be sure that you don't make your marks too close to any of the holes, or else the holes will be deformed.
Each pair of plates will only work with one another, and can only be used in one orientation. Carefully labeling your mated pairs (in a way that also indicates orientation) will save you a lot of grief later on, if the plates should accidentally get separated.
Step 3: File the inside of the joint. Use the flat needle file to remove any remaining burrs on the insides of the joint. Be careful not to introduce any nicks on the rims of holes that seat balls, as these may later cause scratching.
...Congratulations! You're done making your sandwich plates!
Leap from here to...
- PART 1: THE DESIGN
- PART 2: SUPPLIES YOU'LL NEED
- PART 3: PUTTING BALLS ON RODS - THE HOLLOW BEAD METHOD
- PART 4: MAKING SANDWICH PLATES - THE "SUSHI ROLL" METHOD
- PART 5: PUTTING IT ALL TOGETHER
posted by sven | permalink | categories: stopmo
how to make a brass ball-jointed armature (part 3 of 5)
by sven at 9:03 pm
OK, it's time to get to work! We're going to assemble the balls and rods in three stages: (a) cutting rod, (b) drilling balls, (c) soldering balls onto rods.
A. CUTTING ROD
Step 1: Measure. It's a bit awkward to measure a rod with a ruler. A useful trick is to make your measurements on a piece of graph paper, and then hold the rod against that measurement. Mark the rod with a fine-tipped sharpie.

Step 2: Cut. Put your rod in the vise and cut. Since the blade of your cutting device has width, you're going to have to go through a process of cutting one segment, removing the rod from the vise, and then making a new measurement for the next segment (repeat). For just cutting rod, a hacksaw works fine. A jeweler's saw (in my experience) doesn't last very long before breaking. My preference is to use the Dremel rotary tool, which can make cuts very quickly.

Step 3: File. Use your flat files to de-burr the rods. And while you've at it... You're going to want a symmetrical armature: arms equally long, legs equally long, etc. Take a moment to compare the matching limbs. File until they're equal.
B. DRILLING BALLS
One of the big advantages of using hollow beads for balls is that you don't have to go to pains to get the hole centered when you drill. The bead's pre-made holes act as a pilot hole, which guides your drill straight through the center! All we need to do is enlarge the existing hole to 1/8".

Step 1: Position the bead in the vise. Place a bead in the vise and orient it so that the hole is turned upward. This is where those rubber vise grips come in handy: they hold the bead firmly in place without scratching it. I find it very helpful to use the round needle file for positioning.

Step 2: Enlarge hole with drill. Use the 1/8" drill bit to enlarge the bead's hole. It's so quick and easy -- this is probably my favorite step in the whole armature building process.
Repeat the process, drilling the rest of your beads.
C. SOLDERING BALLS ONTO RODS

Here's the product that we'll have after completing this next stage. The idea is to put little pieces of soldering wire inside of a hollow bead, put rod through the hole, and then heat the bead with a butane micro-torch until the solder inside melts.

Before we begin, I want to show you an image of the general setup. For fire safety, we're going to do this job on top of a cinder block. The "helping hands" tool is going to hold the work piece. Although we're using lead-free solder, it should be noted that rosin can release irritating fumes. For this reason, I have a small exhaust fan set up just inches behind where I'm doing the soldering. You can read my previous tutorial on how to assemble a desktop exhaust system like this one here.

Step 1: Sand the rods. Metals tend to be coated with an invisible layer of oil -- which can prevent solder from adhering. Rubbing the rod with some fine-grit sandpaper removes the oil and creates a better surface for joining.

Step 2: Prepare bits of soldering wire. Cut a few inches of your soldering wire into tiny little bits, no longer than 1mm each. The smaller, the better: they'll melt more quickly and easily when they're small.

Step 3: Put solder bits inside bead. Keeping a finger over one of the holes, use your needle-nosed pliers to put approx. 5 - 8 bits of solder inside of the bead.

Step 4: Put ball and rod in "helping hands". Gently twist the rod into the bead, being careful not to push out the bits of solder. Set the bead and rod upright on the cinderblock, held in place by the "helping hands".
Step 5: Heat bead with butane micro-torch. This is kind of tricky... Light up your butane torch and heat the ball for 5 - 10 seconds. If you don't heat it long enough, the solder won't melt; if you heat it too long, the solder will fry into smoky oblivion. It takes some practice to get a sense for how long to keep the heat on the bead. One trick I've come up with is to use an eye dropper to set a droplet of water on the top of the rod. Watching to see when it starts to boil gives me some sense of how hot the work piece is.
...Timing and temperature is particularly important when you do a rod that has balls on both ends. If you heat the second ball too long, the solder job on the first will fry, and you'll lose that join. Sometimes you find yourself repeatedly fixing one side of a ball-and-rod assembly, only to discover that you've broken the opposite side.

Step 6: Quench the work piece. Use your needle-nosed pliers to dunk the soldered ball and rod in water. This is not technically correct; for the strongest join, one should wait for the piece to air cool. I'm not that patient. My joins have seemed to survive pretty well, nonetheless. The "helping hands" may be hot when you finish soldering. I find it useful to squirt the clamp with water from an eyedropper; this cools it down quickly.
Step 7: Test the join. Give the ball that you've just soldered a good push and pull to see if it comes loose from the rod. If it does, re-sand the rod and try again. Even if it seems sturdy at this point, however, realize that you may still wind up having to fix it later. The pressure that the join undergoes when it's turning between tightened sandwich plates is more than you can easily exert with just your hands.
Leap from here to...
- PART 1: THE DESIGN
- PART 2: SUPPLIES YOU'LL NEED
- PART 3: PUTTING BALLS ON RODS - THE HOLLOW BEAD METHOD
- PART 4: MAKING SANDWICH PLATES - THE "SUSHI ROLL" METHOD
- PART 5: PUTTING IT ALL TOGETHER
posted by sven | permalink | categories: stopmo
how to make a brass ball-jointed armature (part 2 of 5)
by sven at 9:02 pm
Let's take a look at what supplies you're going to need.

RAW MATERIALS:
Soldering wire: 1/16" diameter lead-free rosin core. Lead-free solder should have silver content. For a professional armature, you might use solder that's 56% silver -- and costs $25 per ounce. On this project I used Alpha Fry solder that's 96% tin 4% silver, bought for under $4 at Ace Hardware. It's important that you find solder with a rosin core. Otherwise you'd need to apply flux paste separately, which would be very awkward in this case. (In addition to lead, check labels to make sure that your solder is also free of Cadmium and Antimony.)
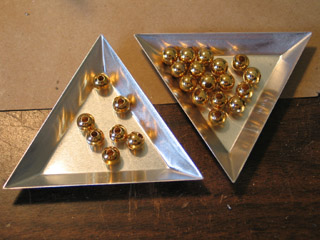
Brass beads: 8mm hollow brass beads. Most bead shops seem to carry these. The specific number you need will depend on your design; my example armature uses 24. I've purchased bags of 25 for about $3.50; they're more expensive when sold individually. Make certain that the beads you get are hollow spheres, not solid balls that have been drilled with a hole. The hollow space inside of the bead is where the solder is going to sit. According to the people I've purchased from, these beads are "base metal" that's merely been plated. They seem to work very well, nonetheless. The beads need to be equally hard or harder than the plates that they sit in, or else they'll scratch.
Screws for joints: 1/2" long 4-40 stainless steel socket cap machine screws. In addition to stainless steel, you can also buy these screws made from black "coarse" metal. It doesn't matter which sort you use. The example armature uses 14 screws. They're small and easy to lose track of, so I recommend keeping extras on hand. (Note that you'll need a 3/32 hex key to tighten these screws.)
Screws for tie-downs: two 2.5" long 10-24 machine screws with wing nuts. The length and diameter of screws that you use for tie-downs is largely a matter of preference. This size simply feels sturdy to me. If you go for a different size, make sure that the tie-down nuts are of a matching size.
Nuts for tie-downs: 10-24 brass hex nuts. While your tie-down screws might be made of zinc or stainless steel, it is important that the nuts be made of brass. Otherwise it will be difficult or impossible to solder them onto the armature's feet.
Brass rod: 1/8" diameter brass rod. K&S sells this material in 12" lengths. If you look in the metal supply section of your local hardware store, you can probably find 36" lengths. These are preferable. You'll be cutting the rod up into segments; you'll have fewer unusable leftovers from the tail-ends of rods if you're cutting from a 36" length.
Brass strips for sandwich plates: K&S brand brass strips, four pieces, each .093" (3/32") thick x 1/4" wide x 12" long. It is very important that you find .093" thick strips. Thinner material will bend when you tighten your joints' screws. K&S has eight different metal displays that they ship to hobby shops and hardware stores; only the "jumbo metal center" carries .093" thick strips. K&S displays are pretty common, so with some looking around you're likely to be able to find a local store that carries what you want. If you're unable to find anyone that has the "jumbo metal center", any store that has a K&S display ought to be able to special-order a box of eight .093" thick strips for under $20.
Brass strip for feet: one K&S brand brass strip, .064" (1/16") thick x 1/2" wide x 12" long. This stock is sold in both the "metal center" and the "jumbo metal center." It should be fairly easy to find. Ask at hardware stores or hobby shops that deal with model railroads, remote control cars/airplanes, dollhouses, scale model building, or wargaming miniatures.
Brass strip for chest & pelvis: one K&S brand brass strip, .064" (1/16") thick x 3/4" wide x 12" long. This stock is also sold in both the "metal center" and the "jumbo metal center."

POWER TOOLS AND CLAMPING DEVICES:
Dremel rotary tool: Fit the Dremel with a reinforced cut-off wheel, and have spares on hand. Don't be tempted to just use regular cut-off wheels; they won't hold up for long. You're going to be doing a lot of cutting and grinding with this tool. You could do the same jobs with a hacksaw and a file -- but it would be much more labor intensive.
Power drill: This project requires a plug-in power drill. I've tried using a battery powered drill -- it doesn't have adequate force to get the job done.
Butane micro-torch: A butane micro-torch costs about $25, and can be found in a hardware store among the soldering irons, propane torches, and welding supplies. The torch in the picture actually came with a set for making creme brulee -- so you can also look for these in kitchen stores. All models have a safety switch that must be clicked before you can ignite the flame. Some models place this button immediately underneath the flame, others place it on the back of the tool where your thumb will rest. I strongly recommend purchasing the latter type! The soldering wire that I use melts at 430 degrees Fahrenheit. A propane torch should also do the job -- but it's a bulkier tool, and this is small work. A soldering iron will not be adequate. There is too much metal involved in the joins we'll be making; heat dissipates quickly, and the soldering iron just can't get the join area hot enough.
"Helping Hands" clamping system: These are invaluable for holding small things while you solder. You can find them for less than $15 at stores that sell parts for making circuit boards, such as Radio Shack.
Two small C-clamps: The two C-clamps pictured above each have 2" capacity.
Small vise: A small vise is essential. You can get one that clamps onto the edge of your work table for under $20. The vise pictured above has jaws that are 3" wide.
Rubber jaw attachments: Rubber jaw attachments will hold the brass beads in place while you drill them. They connect to the vise with inset magnets.
NOT PICTURED HERE:
Cinder block: You're going to need a cinder block as a work surface, for when you're soldering with the butane micro-torch.

SMALL TOOLS:
A ruler that measures in both inches and metric.
A large file.
Metal scribe: Used for marking measurements on the brass strips. You could use the center punch to mark lines, but it has a wider tip and doesn't work quite as well. An X-Acto knife can also do the same job, although it will dull the blade. Lines made by the fine-tipped Sharpie are not very accurate, and will quickly rub off.
Spring-loaded center punch: A center punch starts the holes that you're going to drill. The spring-loaded variety is nice because you can use it one-handed. There are also non-spring-loaded center punches that you use with a hammer. You can get away with just using a hammer and a brass screw to start your hole... You'd lose a good deal of accuracy, though -- and this is a small project where accuracy matters.
Fine-tipped Sharpie marker: Useful for marking the brass rod, and for temporarily labeling the brass strips.
Small needle-nosed pliers.
Needle files: round, flat, and triangular.
HSS drill bits: 1/16", 3/32", 1/8", 11/64", and 7/32". HSS stands for High Speed Steel, which is adequate for cutting soft metals. Look on the side of your drill bits, they're probably labeled "HSS". The 1/16" bits are prone to breakage -- I recommend having at least three or four extras on hand.
Tap: Tapping handle and size 4-40 tap. This is how you thread holes that you've drilled. It's really very easy: just remember to rotate the tap half a turn backwards every few turns, to help remove the metal chips.
Hex key: A 3/32 hex key. This is what you need to tighten the 4-40 socket cap machine screws. You can see in the photo that I use a "Swiss Army Knife"-style hex key set, with a variety of key sizes on it.
ALSO USEFUL:
Sandpaper: Fine-grit sandpaper is useful for preparing brass parts to be soldered.
Eyedropper: While soldering, sometimes it's helpful to be able to quickly cool off a work piece by squirting water on it. While drilling, a few drops of water can also serve as lubricant. An eyedropper is a very helpful tool for delivery.
Metal letter stamps and hammer: Each set of sandwich plates is a mated pair. It's important to mark them, in case they become separated. You can do this with a metal scribe. However, it's more elegant to use metal letter stamps for labeling. I found a nice set of small letter stamps at Harbor Freight for under $10.

SAFETY GEAR:
Safety goggles: During this project, brass dust will be flying up at your face. Wear goggles! Cautionary tale: At one point while I was working, a cut-off wheel broke -- and I definitely would have lost an eye if I hadn't been wearing my goggles. Make sure that your goggles wrap around all sides and seal to your face. Also check where the air holes are -- since dust is going to be shooting upward, you want to make sure that the holes are located on the sides, not at the bottom.
Dust mask: You don't want brass dust permanently lodged inside your lungs. The cartridge respirator that I'm wearing here is overkill, but it has a tight seal to my face, which is important.
Ear plugs: Some of the drilling is very loud. Ear protection is optional, but recommended. Ear plugs work fine, and are cheap. I invested in the ear-muffs because they are easier to find after you've set them down, and because they stay clean better.
Hat: The hat's not just for style -- I didn't like getting brass dust in my hair.
...When you're using the Dremel cut-off wheel to grind away brass, a lot of dust is created. Plan ahead to limit the mess. I recommend taping down butcher paper on your work table. I improvised a dust guard over the vise by clamping a sheet of acrylic "glass" onto a spare tool stand. I also clamped the hose of a household vacuum cleaner just underneath my vise in an attempt to suck up some of the dust as it was actually being made. Even with these measures, you're probably going to want to keep a hand-held vacuum nearby, and will have to do some serious wipe-up after the project's done.
Leap from here to...
- PART 1: THE DESIGN
- PART 2: SUPPLIES YOU'LL NEED
- PART 3: PUTTING BALLS ON RODS - THE HOLLOW BEAD METHOD
- PART 4: MAKING SANDWICH PLATES - THE "SUSHI ROLL" METHOD
- PART 5: PUTTING IT ALL TOGETHER
posted by sven | permalink | categories: stopmo
how to make a brass ball-jointed armature (part 1 of 5)
by sven at 9:01 pm

You want to make a ball-jointed metal armature. But you're not ready to buy big machines that need to be bolted to a workbench. And you're uncomfortable purchasing raw materials online, sight-unseen. ...I'm going to teach you how to make a brass ball-jointed armature using only hand-held power tools and materials that are easy to find locally.
The design I'll describe requires only a plug-in power drill and a Dremel rotary tool. It uses K&S brand brass strips which are available at most hobby stores, and brass beads that are common at bead shops. This is not a professional-level armature -- but it's a step up from the beginner's aluminum wire and epoxy putty design. It is intended to be of intermediate difficulty, and produce fairly high-quality results.
This armature is made entirely of "open hole double ball" joints. It stands 10 inches tall. I think the same materials could be used to make an armature anywhere between 6 and 14 inches tall. Be aware that brass, due to copper content, rots latex. If your puppet body is going to incorporate latex, be sure to wrap the armature beforehand. Cling-wrap or plumber's Teflon tape are decent wrapping options.
Raw materials should cost under $20. The real cost of this project is time. Two similar armatures are pictured in this tutorial. One took 19 hours to make, the other took 23 hours. ...Think of this as a two-weekend project.
Process-wise, I offer two innovations that I haven't seen elsewhere. One is the use of hollow beads for the joints' balls (rather than bearings or ornamental lamp balls). The second is what I call the "sushi roll" method of making sandwich plates. Rather than create one joint at a time, you'll do all your drilling and tapping on a long strip, which will then be chopped into individual joints.
UNDERSTAND THE BASIC JOINT

Let's examine the joint we'll be making.
Two balls sit between two "sandwich plates". The balls are seated in holes (not concave "sockets") that go all the way through each plate. The plates are pulled together by a screw. Turning the screw adjusts how tight or loose the joint is.
The screw hole of the bottom plate is threaded; the screw hole of the top plate is larger and unthreaded, letting the screw move through freely. Rather than tapping the bottom hole, one could just use a nut and a longer screw. The downside of using a nut is that more moving parts means more things that can come loose. A nut would also make the joint wider.
The screw that I'm using is a socket cap machine screw, which you turn using a hex key. There are two benefits to using this kind of screw: it's less likely to be stripped by a screwdriver, and it's easier to find by feel when you need to do surgery on a puppet for tightening.
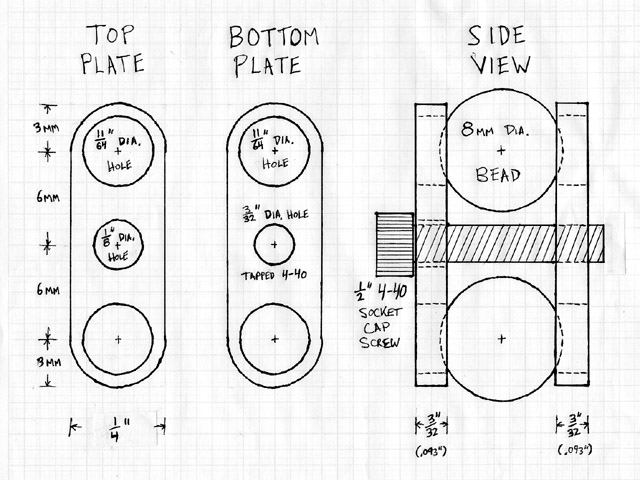
When you examine the blueprint above, you'll notice that the measurements are in both inches and millimeters. Beads, it seems, are sold in metric units. K&S brand brass strips are measured in inches. It's an unfortunate disparity... But so long as you have a ruler with inches on one side and centimeters on the other, it shouldn't pose a problem.
The shortest joint that I've been able to make using these materials is 18mm in length. It has the most "basic" design. Making longer joints introduces complications -- which I'll talk about in just a moment.
WAYS TO USE THE JOINTS
There are two strategies for how to make an armature using "open hole double ball" joints. One is to mass-produce generic joints, all 18mm long. The other is to make joints of different lengths, each specific to the part of the body that they'll represent.

Mass-producing joints has some benefits... It requires less advance planning. It allows you to get a sense of how big the joints really are before committing to limb lengths. Conceivably, batches of these joints could be kept on hand, so you could assemble armatures more quickly when the mood strikes.

Using generic joints also has significant drawbacks. The biggest problem is that you wind up with double-jointed elbows and knees. There's a solution for this. Solder fits in one of those plate holes very nicely. At the elbow or knee joint, freeze one of the balls in place with solder -- leaving just a single point of rotation.
Unfortunately, this solution creates additional problems. The balls in the "open hole double ball" joint have already been soldered onto rods. Soldering a second time risks undoing the ball's join to the rod. Furthermore, soldering points are weak spots on the armature; the more places where you have solder, the more places where the armature can break. Generally, it's best to use solid pieces of metal wherever possible, rather than soldering bits together.
Also worth noting: When you're freezing joints in place, it can be difficult to get your limbs perfectly straight. With the limbs being made out of so many bits, all going at slightly different angles, it's sometimes difficult for your hands to make sense of the armature's shape as you pose it. As a rule, intuitive is better.

The alternative to using mass-produced generic joints is to custom-make long sandwich plates for specific parts of the body. This is less likely to break, gives straight limbs. and feels more intuitive to the animator's hands. The main downside is that the limbs are now somewhat wider.

If a joint is too long and only has one screw in the middle, then it will be loose. If you try to tighten it, the plates may begin to buckle. The solution is to put two screws in the joint, each as close as possible to one of the balls.
If you do only this, though, then tightening the joint becomes difficult. The tightness of each screw will impact the other. Thus, it's a good idea to put a spacer in-between the two screws, so that they can be tightened independently of one another. I find it convenient to use spare balls as spacers.
The longest single-screw joint on my example armature is about 34mm long. This is pretty much the maximum that the joint can tolerate. At 36mm and longer, switch to using two screws with one ball spacer in the middle. For even longer joints -- such as the 66mm legs -- use two ball spacers.
It's best to keep the distance between balls (or balls and spacers) short. It keeps the joints tight, which gives you more control while animating. You don't want your armature falling over mid-shot, right?
Leap from here to...
- PART 1: THE DESIGN
- PART 2: SUPPLIES YOU'LL NEED
- PART 3: PUTTING BALLS ON RODS - THE HOLLOW BEAD METHOD
- PART 4: MAKING SANDWICH PLATES - THE "SUSHI ROLL" METHOD
- PART 5: PUTTING IT ALL TOGETHER
posted by sven | permalink | categories: stopmo
June 21, 2006
addict
by gl. at 2:00 pm
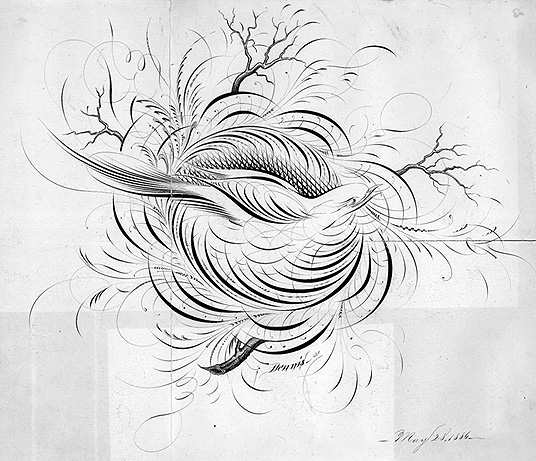
man, carl totally knows how to reduce me to a little puddle of musty drool. he furled a link to bibliodyssey's zoomorphic calligraphy, which writes about arabic calligraphic forms:

this isn't much different than the tradition of elaborate spencerian animals, except they rarely contain words:
at any rate, the entire bibliodyssey site is worth adding to my accumulated rss feed; maybe if my book fetish is fed a little at a time i can stop binging. ;)
this reminds me that i've been meaning to write about the other rare-book sites that absorb me for weeks, rendering me unable to do actual work until i have seen all the images and put them in a safe place to use for later inspiration. the most amazing of these, if you love star maps as much as i do, is the us naval observatory rare books collection, which includes bayer's uranometria (1661) and the atlas celeste de flamsteed (1776), along with pix of the glass plates used to record the transit of venus in the late 1800s.
and the collection of anatomical plates at the university of toronto took me about a week to get through, but i recently made a gocco screen from one of its pieces...
posted by gl. | permalink | categories: calligraphy, links, printing
June 19, 2006
new brass puppet armature
by sven at 11:50 pm

I've just completed a brass puppet armature that improves upon the design of my first, "the Ambassador". No name for this one yet... The Ambassador 2?
Main improvements: Long sandwich plates for the forearms and upper legs, silver solder, rounded corners on the chest and pelvis, longer neck, new foot design.

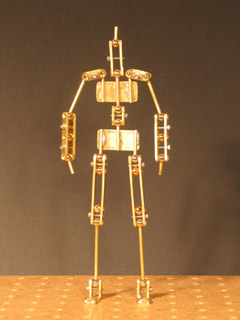
Here's the mandatory photo showing that the armature can stand on one foot while leaning forward. An armature that can't... Well, what good is it?
(I'm particularly proud of the feet. I came up with a way to do a simple "step-block" joint for the ankles.)

And here's a pose to show off the armature's ability to communicate character.
It took just over 23 hours to complete this project. I think it's a worthwhile investment. If I'm going to bother with the painstaking art of animation, then I want to have serious control over the puppets that I'm photographing. ...And it just feels good when you pose a well-made armature!

Guest appearance by Percy! ...I made Percy with detachable hands and head -- so he volunteered to add some personality to the new armature during its photo op.

No specific plans for filming this armature just yet. I'm learning the craft of armature building, and this project was simply the next step for me. ...Doesn't hurt to have a spare armature around, though, now does it?
posted by sven | permalink | categories: stopmo
June 16, 2006
editing
by gl. at 11:13 pm
to celebrate trixie's freedom from contractual obligations, we washed her and her poetry magnets and added a few more to top her off. the very next day someone in the neighborhood had already absconded with some of the words from her trunk, so we had some editing to do:
"worship a plastic garden" became "worship a sweet world" and "make time for the enormous taste of butter" became "make time for the garden" (i wish i had taken a picture of the butter line!).
i like it when people play with the magnets and make new poems: i like it far less when they take them away so nobody can play with them.
other poetry currently on trixie:
- i have more sizzle
- watch life
- no lick my nectar
- go swift creature or embrace blue
- sad sizzle
- smell has asked
- drink that sad night
- this time is our day
- we need a skin garden for my swift difficult creatures
- you & me have easy home together
- she's my world
- but tell us
- if not need give
- fire man
- he let on
- fly pig fly
- recall woman world
- delight in our dream
- embrace a symphony of naked music
- go us go home
- i like fire
posted by gl. | permalink | categories: trixie
June 15, 2006
artist's way open studio review (june)
by gl. at 11:59 pm
though still a little cool, it was otherwise perfect weather to sample homemade raspberry limeade and create several interesting intuitive collage explorations.
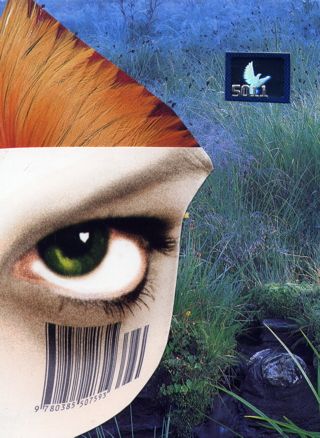
["free at last": click the image to see the other collages]
this wasn't intended to be a statement about paying off trixie, but after i was finished it clearly was, so hence the title. that little bird in the corner is actually the holographic logo from an old credit card. if i had to do it over again, i'd probably cut the lines of the feathers of her head more closely so the edge would be irregular rather than a smooth arc.
the next artist's way open studio is july 20. but first there will be another artist's way guided intent july 05, which celebrates independence day (& integrity) by creating lifemaps to honour past, present and future selves. i've been doing lifemaps in creative clusters for a while now, but i haven't done them as a stand-alone project before.
posted by gl. | permalink | categories: artist's way
June 14, 2006
setting up a small machines shop
by sven at 1:00 am

I'm actually doing it: I'm setting up a small machines shop!
I've just ordered three vital tools: a mill, a lathe, and a drill press.
In my initial research on milling machines it looked like I was going to go with a MicroLux. However, that machine's 110 pounds... I just can't accommodate it in my work space. And certainly not if I'm going to have other machines, too. What I need is a group of small machines.
For a long time I kept trying to find a way to avoid purchasing multiple machines. I've finally accepted that the mill, lathe, and drill press all have their own specialized functions. It's like a kitchen: an oven, a stove, and a kitchen mixer all serve different functions... You can get by without them -- but, oh!, the things you can cook up when you are fully equipped with proper tools!

What do these machines do?
A drill press drills perfectly vertical holes; it's quick and easy to plunge the drill bit into your work piece.
A mill allows you to shave metal off of a work piece that is held still. Although it looks a lot like a drill press, the mill is designed to take sideways stress that would break a drill press (and take out your eye in the process!). A mill is designed to do very, very precise work; it's not the best tool for just drilling a quick hole.
A lathe is like the opposite of a mill: instead of holding the work piece still and cutting it with a spinning tool, the work piece is what spins while the cutting device remains still.
...With luck, the machines that I've just purchased will be the only big purchases that I ever need to make for metalworking. And, if I understand the relative sizes of these machines, they should all fit on one table.
There's a lot of learning still to do, about how to properly use these devices -- but it seems to me that 90% of making metalworking projects is just having the appropriate tools available. And now, I'm going to have those tools.
Exciting! Intimidating! Liberating!
posted by sven | permalink | categories: sculpture, stopmo, studio space
June 13, 2006
you belong to me
by gl. at 9:26 pm
it's official! i sent in trixie's final payment to toyota today! she has served me well & faithfully for the past 5 years; here's hoping she lasts at least another 5! to celebrate, i sure hope we get her to a car wash and refresh her poetry magnets soon.

[trixie at her second burning man]
some recent trixie poetry:
- fly swiftly in perfume
- the home with glass
- she has enormous recall
- go make day
- together the world needs garden, not sizzle
- fire the garden
- she is our skin
- fly for that rust
- i run through fire
- this time let's tell all to go home
- have a wild life
- sad creature man is
posted by gl. | permalink | categories: trixie
the ambassature returns
by sven at 3:28 pm
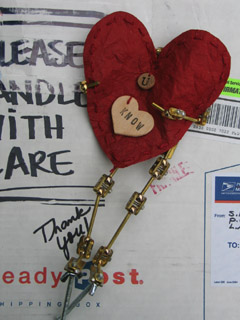
Shelley Noble has sent me back the "ambassature", as he's now come to be known... And he came with a present and a poem!
u know
u know how grateful I am for what u've done
u know how your kindness sheds light in the world
u know so much more than u may know
u know
Eee! Thank you, Shelley! ...The package arrived Friday (6/09), just after lunch. We were having hot port-soaked pears over ice cream -- which seemed like a very fitting feast for His Eminence to walk in on. ;-D
Here's the recipe (via WineSkinny.com):
Port-poached Pears
4 firm Bosc pears, washed, peeled (reserve peels), stems intact
½ cup sugar
3 cups good quality port
2 cinnamon sticks
Large strips of orange zest
In a covered saucepan large enough to hold the pears in a single layer, place the pear peels, sugar, port, cinnamon, and orange zest. Bring to a boil. Reduce heat and simmer 5 to 10 minutes. Remove pear peels and discard.
With a slotted spoon, gently add the pears to the poaching liquid. If necessary, add up to 1 cup of water to completely cover the pears. A small plate, set over the pears, will help keep them submerged. Leave the cover ajar and simmer gently 15 to 20 minutes or until a skewer poked into a pear center meets little resistance.
Using the slotted spoon, remove the pears from their liquid and stand upright in a serving dish deep enough for the reduced liquid to be poured over. Remove zest and cinnamon stick (or strain liquid) and continue simmering to reduce the liquid to a syrupy consistency.
Pour syrup over the pears.
posted by sven | permalink | categories: miscellany, stopmo
June 11, 2006
i ain't no pollock
by gl. at 10:30 pm
go to jacksonpollock.org and play:

(thanks, dang!)
posted by gl. | permalink | categories: links
June 8, 2006
poem: what do your answers mean?
by sven at 11:59 pm
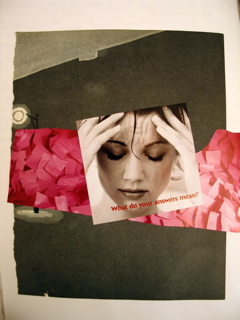
I don't think I've put any poetry up on Scarlet Letters yet... I wrote this one last night, inspired by Gretchin's Artist's Way Guided Intent event.
What do your answers mean?
Power
is the hand that writes
"the end"
at the conclusion of a film
(otherwise
the movie would just go on and on
an endless series of questions
each leading to more questions...)
Power
is the definitive answer that
concludes your quest to know
it is the inky dot that stops a sentence
we all turn to this endpoint
like pilgrims on our way to Mecca
Who are you?
What do you want to be?
open your mouth to reply and it's
a decision to take your own life
oh, there's pleasure and pride
in predestination
in holding the pen
making a mark on the map filled with dragons
and arriving at the place you set out for
the execution of a plan with a grand flourish
for everyone to remember
...But I think that I like
not knowing where I'm going
I want to break from the Eastward road
and run headlong into a dark forest
looking only the next few steps ahead
going in this direction
only because I know it makes me happy
maybe I am no one
just emptiness erasing itself
if I'm without ambition to pick the bronze statue
for my headstone
diving into the thick fog of unknowns
where all I can see is my own feet
full of questions
I have no name, only a direction
it thrills me
to live
to Live
is to embrace the unbeing
of becoming
June 7, 2006
posted by sven | permalink | categories: artist's way, writing
June 7, 2006
artist's way guided intent (june)
by gl. at 11:59 pm
that was a very successful evening! the first deliberate artist's way guided intent event went well -- and i can tell because i have so much i want to talk about and so many ideas for next time. :)
i feel like i hit a plateau (the good kind, the kind where you can stop & look around & breathe) about how to handle studio events like this. i hated theatre management unless i was directing, but i get excited about other art management stuff. (does anyone remember the ephemera exhibit)?
the overall structure has always been good, but i finally nailed some details:
- instead of forgetting, er, remembering to bring over CDs, i tuned into the mhcc jazz station (though i prefer it when they play big band). no advertisements and few words meant i could leave the music on the whole time, and it set the tone without being too frenetic about it.
- i set up the table with half-sized flyers describing all the studio offerings (inspired by the end of this post). to keep them from blowing away when the windows were open, i weighted them each down w/ a seashell, which i realized would be a lovely tradition to start: offer a small seasonal gift (seashells or raspberries in the summer, apples or chestnuts in fall, etc.) to participants each month. (the snafu: though i had my stuff at a seat, i wasn't at it when someone decided to sit there, which meant i had to take a different seat -- and the unique shell i had intended for sven went to her instead. she loved it, but i'm still a little sad. :)
- we began in the kitchen: i've learned that if i still have tasks to do in the kitchen when people arrive, that's where people gather -- and it makes the experience more convivial when it begins like that than if we're all sitting at the table, waiting for everyone to show up.
- though speaking of which, we also began pretty much on time, even though two participants hadn't arrived yet. starting late means we get out late, and some people have miles to go before they sleep.
- i have a fairly decent introduction strategy: i ask participants to answer who they are, why they're here, what art they're doing and what art they've always wanted to do. i even have a special bonus bonus question: what would you do if you knew you could not fail? (in my case, it's act.)
- one of the unexpected benefits of the guided intent structure is that it limits a fair amount of anxious chit chat. due to the intro and the collection, reflection & feedback components, there's only about 1/2 an hour to talk with each other while we create.
- i got a new insight about how to introduce myself & simplify what i do. i'm too tired at the moment to do it justice, but it goes something like this: "i'm a creative advocate: i like to encourage people to make art."
- and last but not least, finally setting the white balance correctly on the camera saved me so much pain and frustration this time 'round. the pictures look better and took less time to post than the two prior months. that's a huge relief, because what's the point of taking pix if they're all going to come out terribly?
- oh... AND i have a fabulous idea for the august open studio (the august guided intent is unlikely to happen because sven & i will be in canada). stay tuned for details!
a few more things i still need to tweak:
- how to collect money in an unobtrusive & nonchalant way
- how to relieve people who are stressed about the amount of time to create the collage
- clarifying the closing ritual
yes, but what about the art? oh, okay....

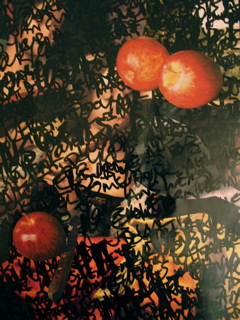
["leaving my mark": click to see the other pieces ]
compositionally, this isn't one of my favorites, but as a visual image to represent power, especially how i felt about my struggles working for the void of csusm, it's very intriguing. the words beneath the star are german. in the reflection component i wrote: "what compels me to move past the point of exhaustion, into bloody feet and a desert of sand?" it's taking me almost an entire page to slip out of my facilitator role enough to actually engage with my piece, so i feel like there's more to be explored here.
posted by gl. | permalink | categories: artist's way
June 5, 2006
making my first two-part mold
by sven at 7:54 pm
Thursday (June 2) I got back into the studio and made my first two-part mold.
The mold itself is made from ultracal 30 that I bought at Stephenson Pattern Supply. Ultracal is a gypsum product that's about halfway between plaster and concrete; it's designed to capture a lot of detail.

The red clay is "cherry creek red (no grog)" that I bought at Georgies. I needed a soft clay that wouldn't damage my sculpt; an employee recommended that I select any "low fire" clay without grog. I picked a red clay so there'd be good visual contrast with my sculpt while I was working.

This sculpt has a long nose and long feet. It really ought to get a three- or four-part mold. However, I opted to go for a two-part mold.
Why? I decided that I just couldn't leap from only ever having done one-piece molds to doing a complicated four-piece mold. The material I'm going to use for casting is flexible; I'm hoping that with a little effort I'll still be able to get it out of the two-piece. ...I decided that while this is most likely a mistake, it's a mistake that I need to make in order to understand the mold-making process better. I also decided that I've been being too precious with my sculpt; there will be more sculpts -- it's OK to screw this one up.
I think occasionally it's worthwhile to go ahead with a project even when you know at the outset that it's flawed. Mistakes are an important part of how we learn.

I made a cardboard wall to hold the liquid ultracal in place... I've watched Kathi Zung's video, and she doesn't do this. She slathers the material on by hand, then shapes it with a kidney-shaped pottery tool (sort of like frosting a cake).
It may well be that I wasn't mixing my ultracal thickly enough -- or maybe I should have waited for it to get stiffer before pouring... Nonetheless, the technique I used seems to have worked out alright.

For making "keys" for the mold, I tried two different styles. On one side there's a sort of clay trapezoid with tapered edges. On the other side there are two marbles that I pressed into the clay. Initially, the marbles didn't want to separate from the ultracal 30. A gentle knock with a hammer did the trick, though. ...The two sides of the finished mold seem to fit together very well.

I extended the top of the mold using what was at hand: cardstock. It worked OK when the paper didn't have to hold back too much ultracal.
I figured out when I made my second wall that you really do need the cardboard for strength -- but if you line it with cardstock, then the resulting mold has smoother and nicer sides.

When I mixed the ultracal 30 with water, I did so in these big paper buckets that I found at Ace Hardware. They seem to be meant for house-painters... However, they very quickly became soggy. Near the end of the day, I was carrying one of these paper buckets, full with water, away from the sink -- and it started gushing water out the bottom onto the carpet!
Grrr.... No real harm done -- but on my next plaster-making run, I'll definitely be using plastic buckets instead.

When the ultracal for the first side of the mold was hard, I removed the cardboard walls. Then, I flipped the whole thing over and stripped away the red clay. I had been worried that the clay would damage my sculpt... I was very pleased to discover that it really left no damage at all.

When I was flipping everything over so I could do the other side, I had an absentminded moment where I tried to pick up the work-piece by its wooden base. Oops! While it looks like everything is firmly attached to that piece of wood, really it's just the sculpt that's held in place with tie-downs. My flub created some tiny spaces beneath the feet of the sculpt that I had to fix -- otherwise, ultracal would have flowed into the feet-holes of the mold.

There were some minor smudges of red clay left on the sculpt. It was very easy to clean these off, just using a brush and water.

After I cleaned off all the red clay residue, I used a brush to apply vaseline to the ultracal. In retrospect, I think I probably should have applied vaseline to the sculpt as well. It was a nightmare picking plasticene out of the mold later.

Doing the second pour of ultracal is pretty similar, so I'm just going to let the pictures tell the story here...



After giving the second side of the mold time to harden, I opened it up... The sculpt didn't survive at all. I had thought that plasticene -- an oil-based clay -- wouldn't stick to the ultracal. I was wrong.
Maybe I opened up the mold too soon. I know that you're supposed to let ultracal set for at least two hours -- and I only gave it one. When I opened it up, it was pretty warm inside... The plasticene had the consistency of peanut butter. Maybe if I hadn't been in such a hurry -- if I had let everything cool down -- maybe then the plasticene would have come out more easily.
Or maybe I just needed to apply a release to the sculpt itself. Vaseline would probably work. I've also heard that a clear acrylic spray can do the trick.

(Here you see those terrible buckets that I mentioned earlier.)

Even after I'd scraped all the plasticene out of the mold using my trusty loop tool, there was still an oily residue. To get this out, I needed a solvent. What I had at hand was turpenoid. Scrubbing turpenoid around with a brush, the residue came out quite easily (although scrubbing ultimately ruined the brush).
...I'm a bit worried, though. Turpenoid is a petroleum distillate. Will it leave any sort of oily residue? When you cast liquid latex in a plaster mold, it cures because the ammonia content is absorbed into the gypsum. Will a petroleum residue prevent the ultracal from absorbing the ammonia? Or will the turpenoid, since it's a solvent, evaporate from the mold -- leaving it OK for use with latex?

And here's the finished mold! I took me a bit over eight hours to make -- kinda a long time, but not over my patience threshold.
Boy is this thing massive, though! Lesson learned: Another advantage of doing a three- or four-part mold would be that you wouldn't need nearly as much ultracal.
THE SURPRISING EPILOGUE
The mold is done; I'm ready to make castings. However, just this morning I had surgery on my back to remove a lipoma (a large, non-cancerous fatty deposit). Consequently, I'm not supposed to lift anything as heavy as a gallon of milk for 4-6 weeks. How am I going to work with my monster-sized mold?
Gretchin has generously offered to help... Still, I'm having a moment of discouragement.
posted by sven | permalink | categories: sculpture, stopmo
June 2, 2006
bloom
by gl. at 11:21 am
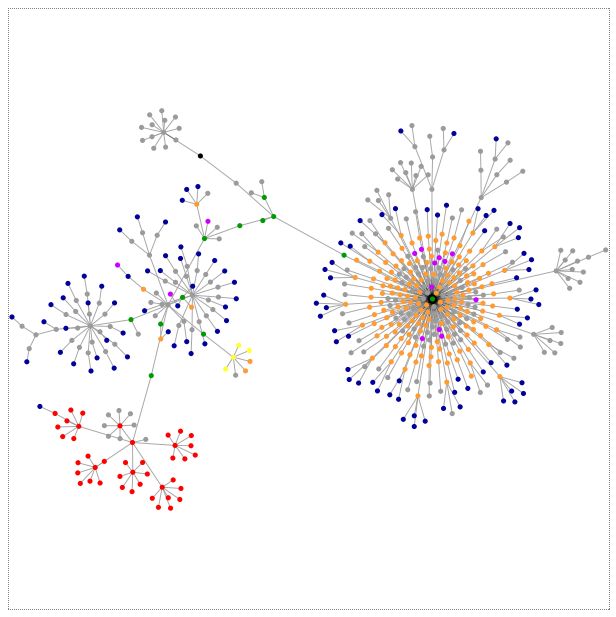
according to "websites as graphs," this is what an html dom analysis of this blog looks like:
[click to see a larger version]
What do the colors mean?
- blue: for links (the A tag)
- red: for tables (TABLE, TR and TD tags)
- green: for the DIV tag
- violet: for images (the IMG tag)
- yellow: for forms (FORM, INPUT, TEXTAREA, SELECT and OPTION tags)
- orange: for linebreaks and blockquotes (BR, P, and BLOCKQUOTE tags)
- black: the HTML tag, the root node
- gray: all other tags
pretty, eh? i'll have to make a transfer print of it at some point, i think. :) see more websitesasgraphs on flickr.
(via kyrie.)
posted by gl. | permalink | categories: links, printing
June 1, 2006
artist's way guided intent
by gl. at 8:42 pm
i created another monthly artist's way event when i realized we had two groups of people at the studio: first, we had people who wanted a reason to get together and make art (and heck, that was one of the main reasons i created the artist's way open studio); second, we had people who wanted a chance to explore what art meant to them or who wanted to be more involved in the artist's way and wanted the chance to engage with the art they were making, something we weren't doing in the artist's way open studio.
so i took the format i had been experimenting with for the last couple of months in the artist's way open studio and created the artist's way guided intent, which explores a theme from an artist's way chapter with a guided art activity and a structured feedback component. though i intend to include other mediums and activities like i do in the artist's way creative clusters, this month will be collage, in part to limit the number of variable for people who are used to the other format. though we will explore many mediums, guided intents will NOT be skill-based; no prior experience with the medium will be necessary and i won't be teaching technique because it's about the process, not the product. it's a chance to experience our emphasis on art exploration and creative self-expression when we aren't enrolling for a creative cluster.
so that means the artist's way open studio reverts to its intuitive, casual form: no theme, no feedback; just a bunch of creative people getting together to make art. :) and though you don't have to know about the artist's way to come to either event, both events are artist's way friendly, a place to meet past, present & future artist's way students and talk about morning pages, artist dates, or the book.
having two events a month has the benefit of giving more people a chance to come without being put on a waiting list, and having them at intervals means two chances every month to maintain creative momentum. plus, this means if i don't end up making art at the guided intent, i'll still have an opportunity at the open studio.
so just to clarify, these are all the artist's way offerings at portland's scarlet star studios:
- Artist's Way Open Studio (free monthly collage night; third thursday of the month)
- Artist's Way Guided Intent (monthly guided art activities w/ a sliding-scale facilitation fee; first wednesday of the month)
- Artist's Way Independent Support (individualized creative advocacy; scheduled by appointment, 7-session minimum)
- Artist's Way Creative Clusters (structured & committed 13-week groups; offered fall and spring)
posted by gl. | permalink | categories: artist's way